磁力驱动离心泵安全应用探讨
磁力驱动离心泵 (简称磁力泵) 属于无轴封式离心泵的一种, 磁力泵具有零泄漏、安全环保、方便维修更换和可替换一般离心泵等诸多优势。近十年来在国内应用十分广泛, 随着磁力泵广泛的使用, 伴随着应用过程有许多问题应运而生。熟悉了解行业内的产品及发展趋势、及时解决用户使用过程发生发现的问题是从业者必须要考虑的问题, 也是能持续发展和创新的先决条件, 本文将主要从基本原理、技术选型、相关标准要求、现场使用、特殊工况应用、制造过程和智能监控等几个方面详细介绍安全应用磁力泵。

一、磁力泵基本原理
一般磁力泵主要由泵壳体、泵盖、磁力耦合器 (也称磁力联轴器、磁力传动器或磁力驱动器) 、滚动轴承架或轴承箱、滚动轴承、轴承体 (滑动轴承) 和滑动轴承等构成。关键部件磁力耦合器由外磁驱动单元、内磁转子单元以及无导磁的隔离套构成。
当电动机带动外磁驱动旋转时, 磁场能穿透空气隙和非磁性物质, 带动与叶轮相连的内磁转子单元作同步旋转, 实现动力的无接触传递。磁力泵的叶轮安装在泵轴上, 并与内磁转子单元的共用同一轴, 泵送的介质充满泵腔和内磁转子腔, 介质在隔离套与内磁转子单元的腔体内循环, 并带走磁涡流产生的热量, 同时润滑滑动轴承。
由于不存在机械密封, 内部接触介质的零件被泵体、泵盖、静密封垫片及隔离套组件等完全封闭在一个封闭的单元内, 从而理论上实现了无泄漏, 确保有毒有害及贵重介质的安全输送和环保要求, 使普通离心泵由于机械密封泄漏造成的安全隐患得以解决。
磁力泵按照壳体可分为金属磁力泵和非金属磁力泵, 本文主要介绍金属磁力泵, 普通磁力泵的原理模型及基本结构如图1所示。
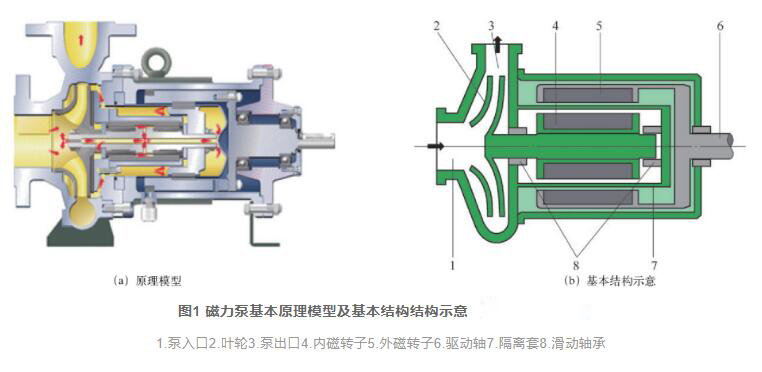
图1 磁力泵基本原理模型及基本结构结构示意
1.泵入口2.叶轮3.泵出口4.内磁转子5.外磁转子6.驱动轴7.隔离套8.滑动轴承
二、技术选型影响
1. 基本参数的选择
选择磁力泵基本的性能指标是首要的考虑因素, 流量、扬程以及汽蚀性能重要的选型要求, 一般离心泵标准要求优先工作区间在zui佳效率点流量点的70%~120%, 扬程预留余量5%, 汽蚀余量安全余量根据标准要求各不相同, 一般有0.6m或者1.0m, 需要充分考虑流量区间内的汽蚀变化走向, 以便采取必要的预防措施, 比如使用电动机功率监控, 通过电流监测负载大小来间接监控限定zui大流量或zui小流量, 也可以使用限流孔板控制zui大流量或者zui小流量。
2. 磁力耦合器匹配选择注意事项
磁力耦合器的选择对于磁力泵的安全使用尤为重要, 对于磁力泵而言由于其无接触传递功率, 必须满足两个基本条件才能顺利起动和使用磁力泵, 即电动机的功率必须大于磁力泵的zui大轴功率, 包括可能存在的磁涡流损失, 同时也必须满足磁力耦合器功率大于等于电动机的功率, 这样才能满足磁力泵磁力驱动部分顺利起动和连续稳定运转, 一般有如下经验公式:

式中N磁——磁力耦合器传递的磁功率;
N电——电动机的额定功率;
J泵——泵叶轮和永磁内转子的总惯性矩;
J电——电动机转子和外磁转子的总惯性矩 (还应包含机械联轴器惯性矩) 。
上式在选型时, 特别是功率匹配时一定要特别注意核算, 减少产品交付后出现的意外脱转情况的发生。同时在选择高效能电动机时, 特别是国外高效能电动机时注意电动机转子惯性矩的偏小情况, 这些对于合理选择磁力耦合器和安全稳定运行磁力泵都有很重要的作用, 不能忽视。除此以外, API 685标准要求磁力泵产品磁力耦合器的功率余量也是考虑到了上述情况, 涉及到类似产品时需要有针对性地进行核算。
三、设计过程
1. 承压壳体设计
针对工艺要求, 设计时需要满足泵壳体承压要求, 即泵体和隔离套部分都要满足zui大设计压力要求, 一般项目中都会对此作出明确要求, 由于介质温度变化、选材影响都会直接导致结构是否满足承压要求, 所以供需双方应根据实际工况, 合理地对承压等级达成一致意见, 这将影响到实际使用和成本, 实际工作中应灵活采取供需双方都认可的方案, 不必拘泥于标准本身要求。如果泵位确实是重载荷高要求, 供方应予以重视和确认选型的产品满足使用要求, 特别是需要考核悬置的隔离套选材及其承压能力。
2. 温度
磁力泵设计温度的考虑除了考虑承压零部件选材和温度有关系外, 更应注意磁力耦合器部分温度的余量考虑, 由于一般永磁联轴器使用稀土永磁磁块, 其使用温度也不尽相同, 但是温度高低直接决定了其使用温度限。一般情况下, 稀土永磁材料实际应用中既要考虑其不可逆退磁温度, 又要考虑温度与功率的曲线关系, 图2为一典型的温度-功率修订曲线, 图3为磁性材料受温度影响的曲线, 可以根据温度确定所选磁力耦合器传递扭矩的效率, 从而合理地预留磁力耦合器余量。
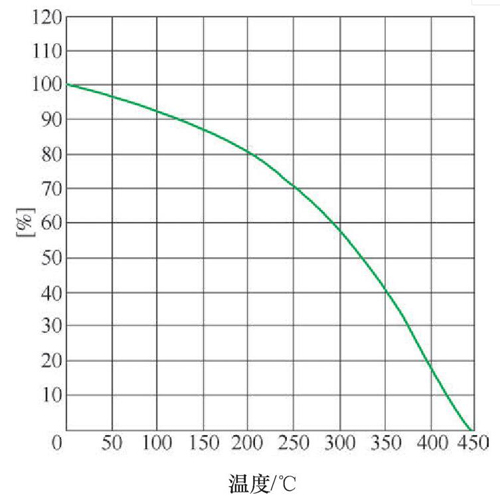
图2 磁力泵磁力耦合器典型的温度-功率修订曲线
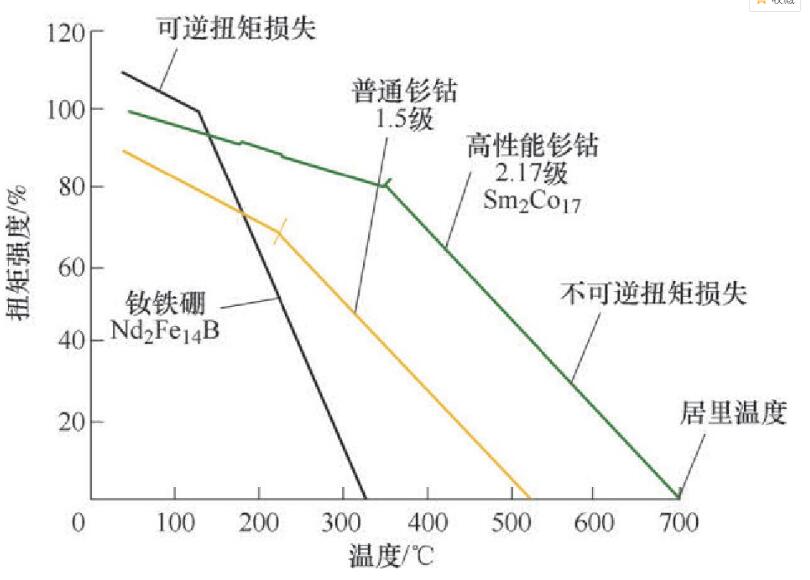
图3 磁性材料受温度影响的曲线
3. 轴向力
磁力泵与普通离心泵一样会产生轴向力, 但不同的是, 轴向力的对于磁力泵的影响远比普通离心泵要大的多。因为磁力泵一般为单层薄壁隔离套, 轴向力不好对磁力泵造成损伤后, 极易造成隔离套破坏, 进而造成介质泄漏, 造成安全事故或者更大的成本损失。图4为一般磁力泵泵头部分的结构示意图, 从中可以看出, 平衡磁力泵轴向力有别于一般普通离心泵, 图4a为叶片式叶轮的轴向力平衡, 图4b为口环式叶轮的轴向力平衡, 其循环方案也会对调整轴向力产生很大的影响。由于磁力泵内磁转子悬浮于介质当中, 其与隔离套之间的间隙很小, 流体流经转子后产生的压差以及循环方向也会对轴向力产生较大的影响, 这点也不容忽视。此外, 介质的黏度除了对磁力泵产生磨盘损失外, 对于磁力泵轴向力的影响也表较明显, 在试验环节, 需要结合实际介质进行必要的轴向力预调处理, 对于变粘度工况, 需要买方充分了解黏度会造成的不利影响。
4. 介质黏度及循环方案
磁力泵和屏蔽类似, 基于API 685标准, 或者ISO 15783标准, 都会根据实际情况选择不同的循环方案。图5为一般磁力泵的正向循环示意图, 较适宜输送不易汽化的流体, 不同厂家也会根据不同流体特性、结构特点选择不同的循环方案, 主要目标就是要让流体输送过程以液态传输, 不能产生汽化和汽蚀, 只有这样才能使磁力泵内循环畅通, 起到润滑轴承、传递热量的作用。
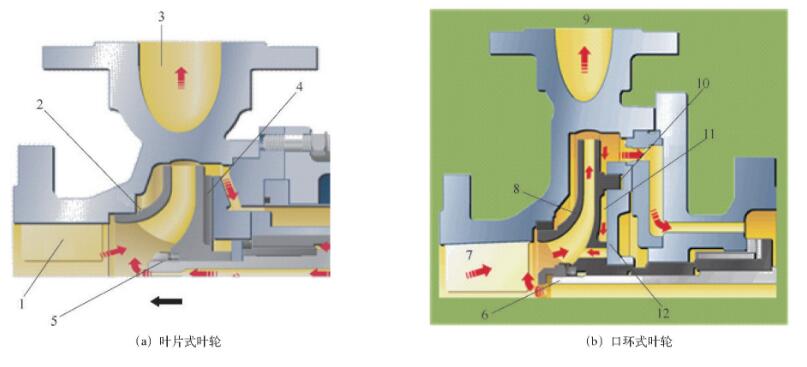
图4 磁力泵泵头结构影响轴向力示意
1、7.泵入口2、8.叶轮3、9.泵出口4.背叶片5、6.泵轴10.双口环耐磨环11.压力平衡室12.节流环
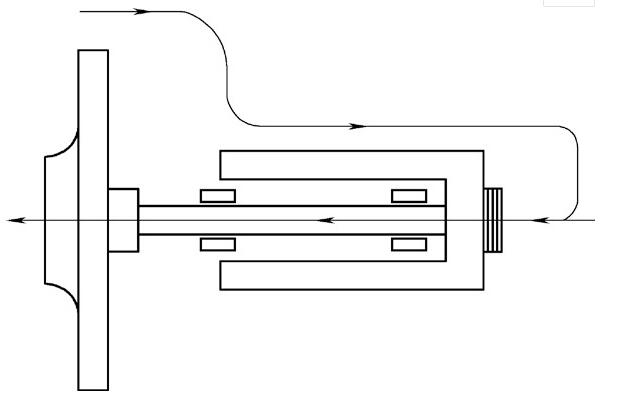
图5 磁力泵正向循环示意
5. 热平衡
热平衡计算多用于输送流体受温度影响较为敏感的工况, 较小的温度变化可能导致流体发生聚合或者结晶等, 必要的热平衡计算能够从理论上对设计方案进行考核, 多数是在技术选型阶段完成。
6. 润滑方式
一般API 685标准产品要求磁力泵需要使用稀油润滑润滑外部滚动轴承, 行业内也有大量使用脂润滑轴承的产品, 脂润滑产品一般都是滚动轴承双侧带轴承压盖的, 润滑脂根据工况要求选择不同的耐温等级, 预先压封完成, 现场免维护, 更为方便、环保。对于较高温度、重载荷的磁力泵使用稀油润滑还是有必要的, 稀油润滑更易于高温或者低温流体的输送, 方便调节由于工况介质温度对于滚动轴承的温度影响。此外, 如果磁力泵带有保温结构, 更需要注意保温温度高低对于外部滚动轴承的影响。
7. 管口载荷与底座
磁力泵同普通离心泵一样需要考虑泵本身承受外部载荷要求, 业内也有很多专家指出管口载荷不建议一味的追求满足API高倍要求, 一般的水力设计和泵模型基本已经决定了泵本身能满足的管口载荷要求, API 685管口载荷的二倍要求是比较符合国内厂商设计情况的, 图6为一般磁力泵根据API 685要求设计的底座形式, 除了满足管口载荷要求外, 也能保证机组本身要求的刚度和可靠性要求。
8. 平衡精度
一般标准要求动平衡精度及静平衡精度满足6.3级, API 685要求2.5级, 由于多级泵在标准中很少被详细描述, 对于多级磁力泵而言动平衡不能完全达到API 685时, 需要考核运转试验过程的温升、振动水平, 以满足使用要求。必要时也可将零部件整合结构, 这样会造成很大的成本提高, 供需双方应充分协商。
9. 监控设备
目前都在推行智能化产品, 磁力泵也完全可以实现在线监控, 实现智能化。图7为一般磁力泵可能匹配的温度监控、压力监控以及泄漏监控。图7a为温度监控, 温度监控点为磁力泵隔离套, 间接监控区域为内部滑动轴承周围介质以及循环液温度, 随时反映出输送的介质循环状态, 图7b监控为压力监控, 多用于双层隔离套产品, 当以一层隔离套破坏后, 第一时间反馈出故障状态, 有利于第一时间做出安全处理, 图7c为泄漏监控, 主要用于单层隔离套泄漏监控, 这种监控的流体需要在常压下为液态。
1 0. 泵选材及磁性材料
根据实际工况选择泵材料, 买方需要将必要的腐蚀数据和选材要求告知供方, 双方达成一致意见。几种常见金属隔离套材料参数见下表。特别注意的是隔离套的材质, 金属隔离套一般选择哈氏合金较多, 哈氏合金电阻率高, 相对与一般的奥氏体不锈钢316L而言, 哈氏合金隔离套磁涡流损失较小, 是比较适宜的隔离套材料, 而且其耐腐蚀和耐压能力相对也较为出色。对于钛合金而言, 需要注意耐腐蚀性的考证, 特别是不适用于甲醇等醇类, 需要考虑耐腐性, 此外, 钛合金焊接工艺能力也是需要特殊考虑的内容。磁性材料需要注意的就是耐温等级, 较为常见的钐钴永磁材料适用性更为广泛, 尤其是Sm2Co17, zui高使用温度达350℃, 具有较高的居里温度。
五、现场施工与操作
1. 基础安装
基础施工根据相关规范严格管控, 尤其是基础的设计应充分考虑产品特点。图8为可借鉴的设计, 基础设计施工完成后, 严格按照使用说明书安装泵设备, 调整联轴器对中性, 减少或者避免外部超载施加到泵进出口。图9为某现场施工过程造成的问题, 泵进出口过载荷导致管路重心偏离泵管口重心, 造成泵内部磨损, 该案例说明施工必须满足设备基本的要求, 否则将会造成更大的成本浪费。
2. 管路匹配及磁性过滤器
管路的匹配需要根据磁力泵设计要求和行业内规范, 磁力泵循环方式的选择与设计, 需要在现场得以满足和执行, 才能满足工艺要求和泵本身的安全使用要求。在磁力泵进口管路加装磁性过滤器, 减少铁磁性杂质颗粒进入磁力泵, 磁力泵磁性材料极易吸附该类杂质。
3. 电气安装
电动机及仪表安装应遵循相关规范及项目要求, 安装前确认电动机是否满足温度、海拔和防护等级等要求, 具体施工严格执行电动机产品及仪表等技术说明书。
4. 试车过程
试车过程严格执行说明书的试车程序、警告与提示说明, 具备有资质的开车人员及开车培训是必要的。试车必须注意的是泵内不能含气与集气, 充分灌泵排气十分必要, 磁力泵不能在含气状态下工作, 不充分排气极易损坏泵及相关零部件。
5. 异常处理
出现异常声音、温升等应及时停车检查, 彻底排除故障, 方能再次开车。
六、结语
对于磁力泵安全稳定运行, 从技术选型到设计过程的确认, 从现场施工到开车试运行, 每一个环节都不能忽视, 根据产品结构特点、工艺要求选择zui适合的产品, 不拘泥于为了选择而选择, 充分了解供需双方的意见和建议, 才能使磁力泵产品应用好, 产生更大的社会效益和产品价值, 才能是磁力泵产品有更广阔的应用前景和持续发展。








相关资讯中心
- 旋片式真空泵有哪些性能特点-L
- 如何正确维护保养氟塑料化工泵?-z
- 4种方法提高自吸泵自吸能力,你懂几种...
- 合金元素在钢中的作用,搞泵阀设备这些...
- 离心泵在机械密封检修中有哪些误区-z
- 离心泵产生喘振的原因及消除方法!-C
- 自吸泵的安装使用注意事项!-K
- 离心泵有哪些部件装置-u
- 气动隔膜泵故障的及时排除,也有助于延...
- QBY型气动隔膜泵的产品优点!-V
最新资讯文章
- 旋片式真空泵有哪些性能特点-L
- 如何正确维护保养氟塑料化工泵?-z
- 4种方法提高自吸泵自吸能力,你懂几种...
- 合金元素在钢中的作用,搞泵阀设备这些...
- 离心泵在机械密封检修中有哪些误区-z
- 离心泵产生喘振的原因及消除方法!-C
- 自吸泵的安装使用注意事项!-K
- 离心泵有哪些部件装置-u
- 气动隔膜泵故障的及时排除,也有助于延...
- QBY型气动隔膜泵的产品优点!-V








 设备采购
设备采购